|
Getestete Filamente |
|
| PLA |
Filament von Weistek "Acccreate"
(eBay Verkäufer
weistek-eu) -
sehr gut |
| PLA |
Filament von SUNLU -
gut |
| PLA |
Filament von YAYO (=SUNLU) -
gut |
| PLA |
Filament von OWL - nicht gut |
| PLA |
Filament von PATONA
(eBay Verkäufer arli-store) -
sehr gut |
| PLA |
Filament von Geeetech
- sehr gut |
| |
|
| PLA+ |
Filament von Euroharry ASA
(eBay Verkäufer
printing365) -
sehr gut |
| PLA+ |
Filament
Premium (eBay
Verkäufer "rentliv) -
sehr gut |
| PLA+ |
Filament
von YAYO (=SUNLU) |
| |
|
| |
|
| Software |
PrusaSlicer |
| |
|
|
|
| |
|
|
Filament Geetech 3D Printer Filament
PLA
|
 |
|
|
| |
Druck matt und feinporig
|
| |
|
| |
 |
| |
|
|
|
|
Druckeinstellungen |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 8mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 60mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 40mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 225°C |
| |
Düse: Andere Schichten 215°C |
| |
|
| |
Druckbett: Erste Schicht 60°C |
| |
Druckbett: Andere Schichten 60°C |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
|
Filamenteinstellungen bei
Glasplatte
|
|
| |
Flowrate bei der ersten Schicht auf 170% |
| |
Geschwindigkeit bei der ersten Schicht auf 30% |
| |
|
| |
|
| |
|
| |
|
| |
|
|
Filament Weistek Acccreate
PLA
|
 |
| |
|
| |
Druck matt und feinporig |
| |
|
| |
 |
| |
|
| |
|
|
Druckeinstellungen |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 8mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 60mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 40mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 210°C |
| |
Düse: Andere Schichten 210°C |
| |
|
| |
Druckbett: Erste Schicht 55°C |
| |
Druckbett: Andere Schichten 55°C |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
Filament SUNLU
PLA |
 |
| |
|
| |
Druck matt und feinporig
|
| |
|
| |
 |
| |
|
|
Druckeinstellungen |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 8mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 60mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 40mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 210°C |
| |
Düse: Andere Schichten 200°C |
| |
|
| |
Druckbett: Erste Schicht 55°C |
| |
Druckbett: Andere Schichten 55°C
(Heizung am Druckbett kann nach 5mm Druckhöhe ausgeschaltet
werden! |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
Filament YAYO
(= SUNLU)
PLA |
 |
| |
|
| |
Druck matt und feinporig
|
| |
|
| |
 |
| |
|
|
Druckeinstellungen |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 8mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 60mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 40mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 230°C (bei
Glasbett) |
| |
Düse: Andere Schichten 230°C |
| |
|
| |
Druckbett: Erste Schicht 65°C |
| |
Druckbett: Andere Schichten 60°C |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
Filament YAYO
(= SUNLU)
PLA+ |
|
| |
|
| |
|
|
Druckeinstellungen |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 8mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 60mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 40mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 2xx°C |
| |
Düse: Andere Schichten 2xx°C |
| |
|
| |
Druckbett: Erste Schicht 55°C |
| |
Druckbett: Andere Schichten 55°C
(Heizung am Druckbett kann nach 5mm Druckhöhe ausgeschaltet
werden! |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
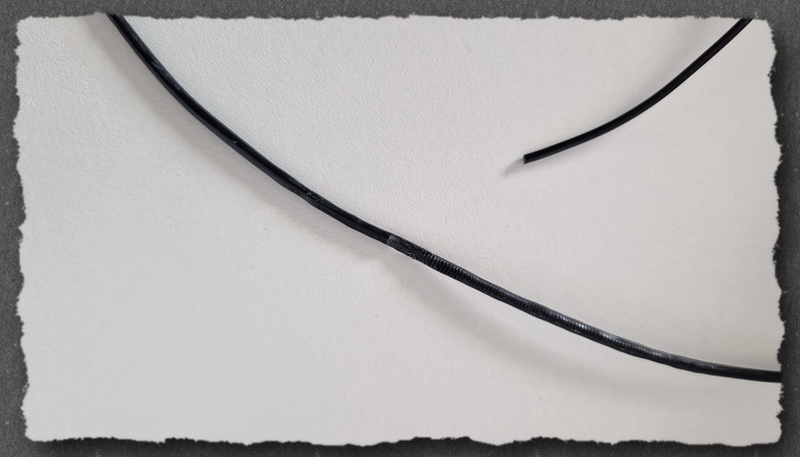
Filament OWL
PLA |
 |
| |
|
| |
Druck matt und feinporig - aber
Durchmesserschwankungen gemessen von
1,35mm - 2,07mm !!
Bei meinem Druck hatte es die Zuführung zur Düse blockiert
und der Druck war am morgen dann umsonst.. Das Filament nur
für kleine Bauteile mit kurzer Laufzeit verwenden ...
|
| |
|
| |
 |
| |
|
|
Druckeinstellungen |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Kreuzen der Kontur vermeiden |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 8mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 60mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 40mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 210°C |
| |
Düse: Andere Schichten 195°C |
| |
|
| |
Druckbett: Erste Schicht 55°C |
| |
Druckbett: Andere Schichten 55°C
(Heizung am Druckbett kann nach 5mm Druckhöhe ausgeschaltet
werden! |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
Filament Euroharry ASA
PLA+ |
 |
| |
|
| |
Druck matt und feinporig
|
| |
|
| |
 |
| |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 6mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 50mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 10mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 220°C (bei
Glasbett) |
| |
Düse: Andere Schichten 215°C |
| |
|
| |
Druckbett: Erste Schicht 65°C |
| |
Druckbett: Andere Schichten 60°C |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
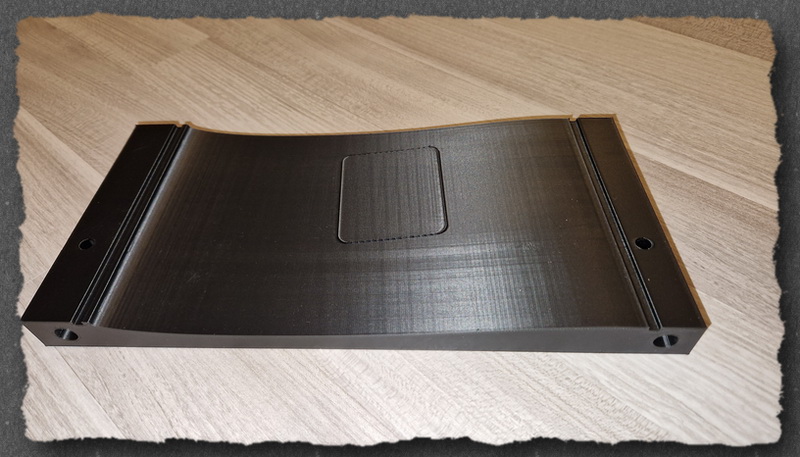
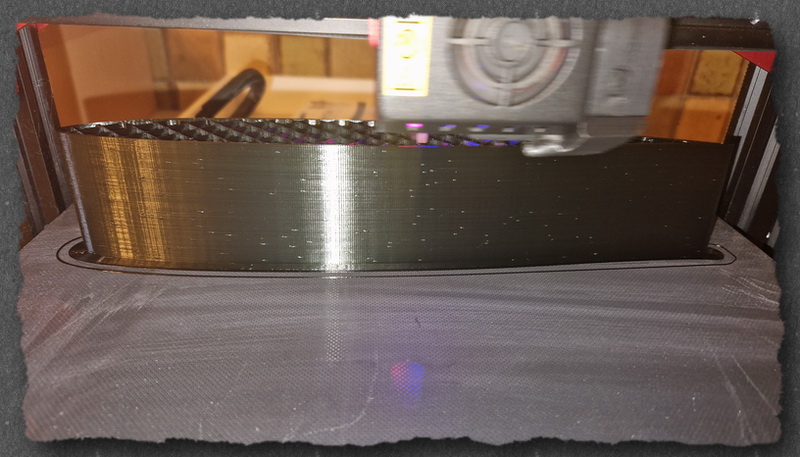
Filament PATONA
PLA |
 |
| |
|
| |
 |
| |
|
| |
Druck glänzend und feinporig
|
| |
|
| |
 |
| |
|
| |
|
| Schichten und
Umfänge |
|
| |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| Schürze und
Rand |
|
| |
|
| |
Randbreite: 6mm |
|
Geschwindigkeit |
|
| |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 50mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 10mm/s |
| Erweitert |
|
| |
|
| |
Infill/Kontur Überlappung: 15% |
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
|
| |
Düse: Erste Schicht 220°C (bei
Glasbett) |
| |
Düse: Andere Schichten 205°C |
| |
|
| |
Druckbett: Erste Schicht 65°C |
| |
Druckbett: Andere Schichten 60°C |
| Erweitert |
|
| |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
Filament Premium
PLA+ |
 |
| |
|
| |
 |
| |
|
| |
Druck matt und feinporig
|
| |
|
| |
 |
| |
|
| |
|
| Schichten und
Umfänge |
|
| |
Konturen: 3 |
| |
Außenkonturen zuerst drucken |
| |
|
| Schürze und
Rand |
|
| |
Randbreite: 6mm |
| |
|
|
Geschwindigkeit |
|
| |
Außenkonturen: 40mm/s |
| |
Infill: 50mm/s |
| |
Druckgeschwindigkeit der ersten
Schicht: 10mm/s |
| |
|
| Erweitert |
|
| |
Infill/Kontur Überlappung: 15% |
| |
|
|
Filamenteinstellungen |
|
| |
|
| Filament |
|
| |
Düse: Erste Schicht 220°C (bei
Glasbett) |
| |
Düse: Andere Schichten 200°C |
| |
|
| |
Druckbett: Erste Schicht 65°C |
| |
Druckbett: Andere Schichten 60°C |
| |
|
| Erweitert |
|
| |
Geschwindigkeit der ersten
Kühlbewegung: 2,2mm/s |
| |
Geschwindigkeit der letzten
Kühlbewegung: 3,4mm/s |
| |
|
| |
|
| |
|
| |
|
| |
|